關鍵詞:工藝;條干;棉結;雜質;可紡性;天然彩棉
天然彩棉不需進行化學染色加工,生產的產品有利于健康與環保,而且降低了加工成本,節約了能源。用它制成的服裝穿著舒適、自然,對人體無害,用途廣泛,特別適合制作直接接觸皮膚的衣物,如嬰兒用品、各類內衣睡衣、運動休閑服裝、婦女衛生用品等。
l原料性能
彩棉纖維主體長度偏短,纖維細度較細,強力較低,含雜高,馬克隆值較低,可紡性較本白棉差。為了增加它的可紡性,將其與70%的本白棉進行混紡,所紡品種為彩棉30/70 CJl8.5tex。彩棉與本白棉性能的對比見表1。

2紡紗藝流程
A002C型自動抓棉機→A035B型混棉機→A036型豪豬開棉機→A092型雙棉箱給棉機→A076C型成卷機→A186D型梳棉機→A272F型并條機→A191
B型條卷機→A201E型精梳機→FA326型并條機→JWFl415型粗紗機→1293M型細紗機(改造型)→AC338型自動絡筒機。
3工藝技術措施
3.1清棉工序
由于彩棉含糖較高,為了防止后道發生黏卷,卷羅拉等現象,在清花工序對彩棉加適量去糖劑,并進行預開松。針對彩棉纖維長度短、細度細、含雜高、強力差等特點,在清棉工序采用“勤抓少抓,多梳少打,充分混合”的工藝原則,適當降低各打手轉速,防止轉速過快。
將纖維打成束絲,增加棉結。適當減小打手與塵棒隔距,增大塵棒間隔距,加大落棉,從而增加除雜效果。因彩棉含雜較高,70%的大雜質需從清花除去,以減小梳棉的負荷。清花工序采用本白棉與彩棉分開抓取成卷的工藝原則,避免本白棉與彩棉在抓棉機里進行混合。在抓棉機里混合,雖然混合比較充分,但混紡比不容易掌握,為了達到準確的混紡比,采取了在預并條工序進行混合的方法。
為了進一步優化工藝,提高半制品的質量,我們對清花工序的各部位打手速度進行了試驗,結果見表2。
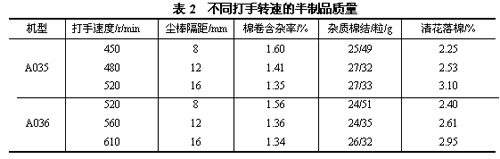
綜合考慮用棉與半制品質量,A035棉箱采用打手轉速為480r/min,塵棒隔距12mm,A036豪豬打手轉速560r/min,塵棒隔距12mm。其他打手轉速與塵棒隔距保持不變,凝棉器風扇轉速調整以棉流順利通過為準,速度太低時棉流無法正常通過,轉速太高則棉花在風道中翻滾,容易造成棉束,產生棉結,而且造成了能源的浪費。
3.6細紗工序
細紗工序是成紗的最后一道工序,也是關鍵工序,所以細紗的工藝配置非常重要,包括合理選用鋼領、鋼絲圈、膠輥的硬度等,這些對降低毛羽、減少斷頭、提高條干水平都有很重要的作用。羅拉隔距的大小、牽伸倍數的分配對成紗質量都有一定的影響。調整前后的工藝參數與細紗質量指標見表5。

工藝調整后,細紗的各項指標均有好轉。適當減小細紗后區牽伸,發揮主牽伸區的作用,有利于提高細紗的條干水平,但又不能太小,如果后區牽伸過小,就增加了主牽伸區的負荷,容易有“吐硬頭”現象發生,使粗紗不宜被牽伸開。在牽伸分配時,應該考慮主牽伸區的牽伸能力,在主牽伸能力允許范圍內,適當減小后區牽伸,才能起到降低條干水平的作用。否則,就會適得其反,不僅條干得不到改善,而且還會造成細紗生產操作不易。
絡筒工序采用AC338自動絡筒機,槽筒速度控制在1300r/min,速度過快,毛羽增加迅速,槽筒速度與毛羽增加成正比。考慮產量的同時,應適當降低槽筒速度。
4結語
彩棉的紡紗技術是一門新技術,受各種因素制約,彩棉的產量還不是太大。由于彩棉的一些特殊特性,其加工方法與本白棉還有一定的區別,在今后的紡紗過程中應不斷摸索,多做試驗,慎重選擇工藝,這樣才能使彩棉品種的質量水平得到不斷提高。
3.2梳棉工序
梳棉工序是紡紗過程中的關鍵工序,梳理工藝的調整顯得尤為重要。針對彩棉含雜高,短絨多等特點除塵刀采用低刀小角度(-2mm,75°)來增加除雜,同時防止短絨回收。刺輥轉速由原來的880r/min調為820r/min,適當降低刺輥速度,有利于減小刺輥對棉層的打擊力度,減少棉結,提高成紗質量。但刺輥轉速又不宜過低,速度太低時分梳效果與除雜效果差,生條的雜質增加明顯。錫林轉速保持不變(360r/min),同時提高蓋板速度,蓋板速度由原來的200mm/min調為250mm/min,增加蓋板花量,同時降低了生條的棉結雜質。蓋板速度提高,加快了機件的運行速度,使機配件易損壞,要注意做好設備的潤滑工作。
其他的梳理工藝參數調整如下:
刺輥~錫林隔距0.18mm,錫林~蓋板隔距分別為0.17、0.15、0.15、0.15、0.17mm,道夫轉速22r/min。
經過以上工藝調整,生條質量明顯有所好轉。生條棉結和雜質分別為22、32粒/g;烏氏條干CV值為5.6%。
3.3精梳工序
采用預并混合的方法既保證了充分混合,又能準確控制混紡比。為了保證成紗能達到準確的30/70混紡比,在預并混合時,彩棉比例應偏高掌握,最好能達到31/69。因為彩棉短絨較多,精梳后,大部分短絨被除去,而本白棉短絨相對較少,所以經過精梳后,彩棉的比例相應減少。掌握準確的混紡比后,預并工藝也應做適當調整。本白棉預并工藝原為:羅拉隔距5mm×10mm,壓力棒調節環直徑為14mm,車速為220m/min;調整后工藝為:羅拉隔距4.5mm×9mm,壓力棒調節環直徑為13mm,車速為190m/min。
精梳工序的主要任務就是除去纖維中的大部分短絨與雜質,提高條子的條干水平。由于彩棉中含有大量的短絨,所以精梳工序的任務尤為重要。精梳工序車速應適當降低,增加落棉率,調整牽伸隔距。車速由原來的160鉗次/min降為140鉗次/min,落棉隔距由原來的11mm增加到 14mm,落棉率也由原來的15%增加到21%,牽伸隔距為7mm。
經過工藝調整后,精梳條的質量水平有了明顯的提高,精梳條干CV值為4.82%,棉結為18粒/g,雜質為14粒/g,16mm以下短絨為13%。
3.4并條工序
FA326型并條機牽伸方式采用三上三下加導向上羅拉壓力棒曲線牽伸,牽伸合理,能獲得較好的條干均勻度;而且采用短片段自調勻整裝置,對機后棉條的周期性不勻能起到一定的調節作用,穩定了條干,而且適應高速;采用一道并條,既縮短了工藝流程,又節省了資金,而且條于水平也能滿足要求。配置工藝結果見表3。
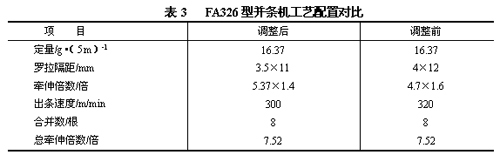
調整后,并條條干CV值由原來的4.34%降為3.48%,質量得到了很大的提高。
3.5粗紗工序
JWFl415型粗紗機為四羅拉雙短膠圈牽伸,而且第一、第二羅拉問為集束張力牽伸區,第二、三羅拉為主牽伸區,第三、四羅拉間為后牽伸區。為了發揮主牽伸區的牽伸作用,改善粗紗條干均勻度和內在結構,我們縮小了主牽伸區羅拉隔距,采用以主牽伸區為主的工藝原則。采用兩種方案進行工藝試驗,結果見表4。

方案1比方案2的粗紗條干大為改善,這是由于纖維長度較短,減小羅拉隔距有利于對牽伸區內浮游纖維的控制,同時適當減小后區牽伸倍數,發揮主牽伸區的作用,有利于提高粗紗的條干CV值。